|
Вниманию руководителей машиностроительной,
металлургической, приборостроительной и
электротехнической промышленности!
Предлагаем к внедрению и реализации технологические
процессы на изготовление штампов холодного
деформирования из сталей Х12, Х12ВМ, Х12М, Х12Ф1,
7Х12ВМ.
ООО "Геоид" разработали и предлагают к реализации
технологические инструкции на изготовление штампов
холодного деформирования из сталей Х12, Х12ВМ, Х12М,
Х12Ф1, 7Х12ВМ.
Комплект технологических инструкций
включает:
1. «Технологическую инструкцию на нагрев, ковку
заготовок для штампового инструмента холодного
деформирования из сталей Х12, Х12ВМ, Х12М, Х12Ф1,
7Х12ВМ».
Разработанная технологическая инструкция включает в себя
следующие разделы:
1.1. Общие указания.
1.2. Требования, предъявляемые к стали в состоянии
поставки.
1.3. Необходимое оборудование.
1.4. Химический состав сталей (заготовок) для штампового
инструмента по ГОСТ 5950-93.
1.5. Требования, предъявляемые к нагреву заготовок.
1.6. Требования и технология ковки заготовок.
1.7. Контроль технологических операций.
1.8. Требования техники безопасности.
2. «Технологическую инструкцию на термическую обработку
штампового инструмента для холодного деформирования из
сталей марок Х12, Х12ВМ, Х12М, Х12Ф1, 7Х12ВМ».
Разработанная технологическая инструкция включает в себя
следующие разделы:
2.1. Химический состав стали по ГОСТ 5950-93.
2.2. Требования к отжигу заготовок после ковки.
2.3. Требования и предварительная термическая обработка
черновых заготовок после предварительной механической
обработки.
2.4. Требования и окончательная обработка деталей
штамповой оснастки.
2.5. Контроль технологических операций.
2.6. Требования техники безопасности.
3. «Технологическую инструкцию на контроль качества
изготовления штампового инструмента холодного
деформирования методом цветной дефектоскопии».
Разработанная технологическая инструкция включает в себя
следующие разделы:
3.1. Общие сведения.
3.2. Материалы, инструмент и необходимое оборудование.
3.3. Составы для контроля качества штампового
инструмента и их приготовление.
3.4. Контроль качества штампового инструмента.
3.5. Требования техники безопасности.
Проведение работ по данным технологическим инструкциям
позволяет получить высококачественные заготовки и штампы
с высокой их износостойкостью и надежностью в работе.
Разработанные технологические инструкции внедрены нами
на многих предприятиях, позволяют, как изготавливать
высококачественные штампы холодного деформирования, так
и эффективно эксплуатировать покупные штампы от
различных поставщиков.
Штампы холодного деформирования достаточно дорогие.
Входной контроль их при покупке на отсутствие пор,
волосовин, неслитин, трещин и микротрещин не разрушающим
методом контроля (цветной дефектоскопией) позволяет
приобретать высококачественные штампы у различных
изготовителей.
Контроль качества переточки штампов, на отсутствие шлифовочных трещин и микротрещин, так же обеспечит
потребителю дальнейший высокий срок их службы.
При обнаружении брака (поры, волосовины, неслитины,
трещины или микротрещины) штампы обычно могут быть
приобретены у их продавцов условно, или с гарантийным
сроком службы до первой переточки или на весь объем
работ. Обычно до первой переточки не большие вырубные
штампы листовой штамповки (без учета влияния различных
факторов), обеспечивают до 100 тысяч вырубных изделий.
Количество переточек от 8 до 20. При наличии
вышеперечисленных дефектов штампы могут разрушиться
практически сразу, при изготовлении нескольких десятков
или сотен изделий.
Наличие трещин, микротрещин и других дефектов при
нарушении технологий изготовления штампов может
предоставлять опасность, как для самого рабочего, так и
для окружающих.
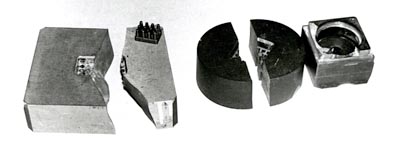
Например, на рис.1 показаны штампы, разрушившиеся во
время работы. Причина - нарушение технологий их
изготовления на позициях: изготовления заготовок ковкой
(левый штамп на рис.1); на позиции термообработки
(центральный штамп на рис.1); на позиции шлифовки
(правый штамп на рис.1). |